Понравилась статья?
Самый простой способ удаления
Как вести семейный бюджет — мой личный опыт, плюсы и минусы Программа для ведения семейного бюджета пк
Как включить наэкранные кнопки, если физические больше не работают
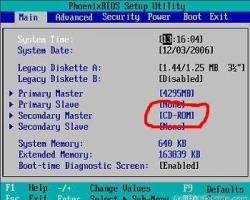
Windows не видит CD или DVD-дисковод
Может ли ноутбук раздавать Wi-Fi без роутера?
Прошивка китайского планшета Samsung N8000
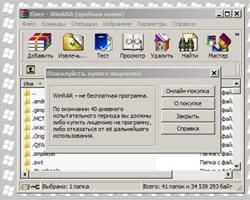
Скачать бесплатные архиваторы для компьютера
Не запускается The Hunter (The Hunter
Устранение ошибки подключения SSL
Спасибо!
Ваше сообщение отправлено.